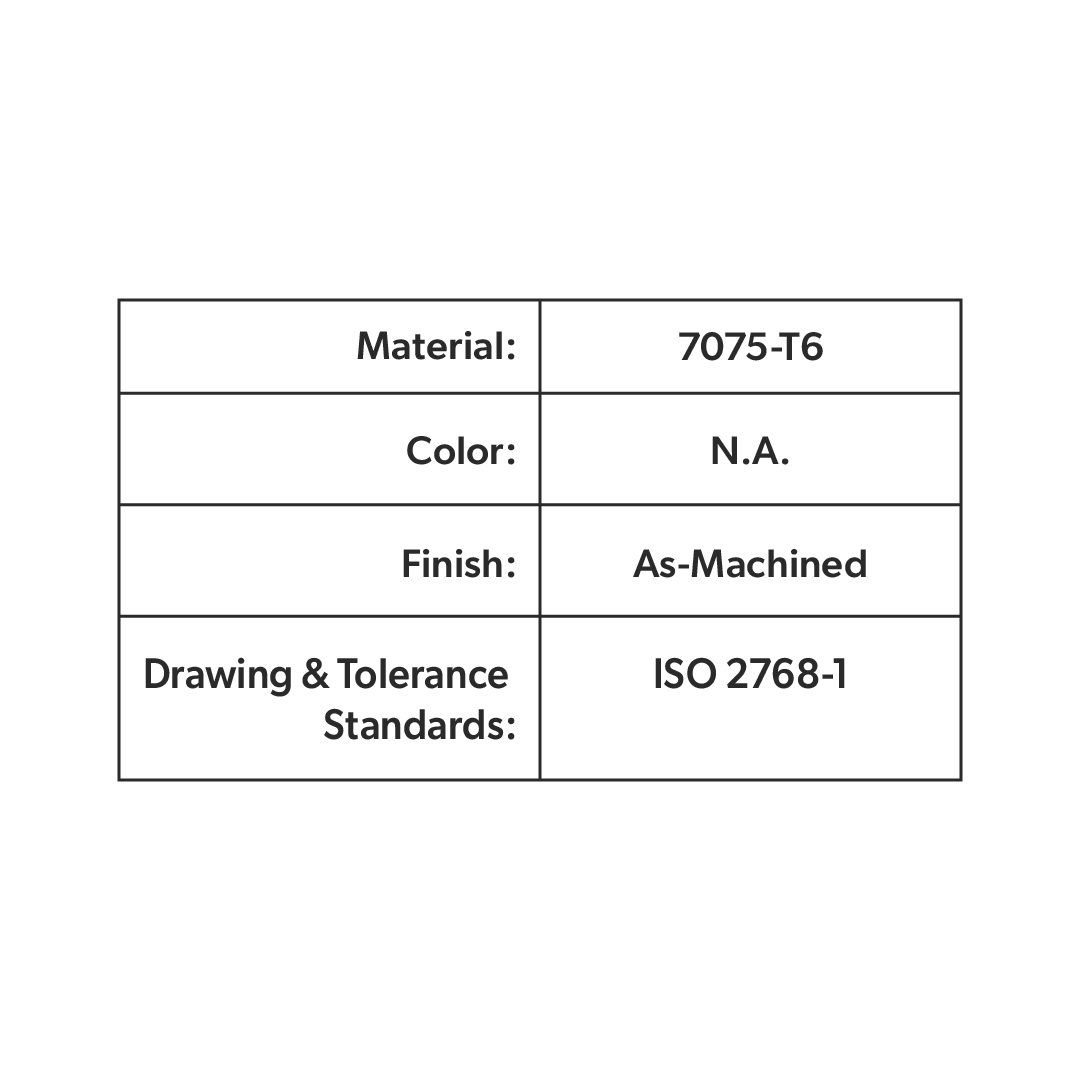
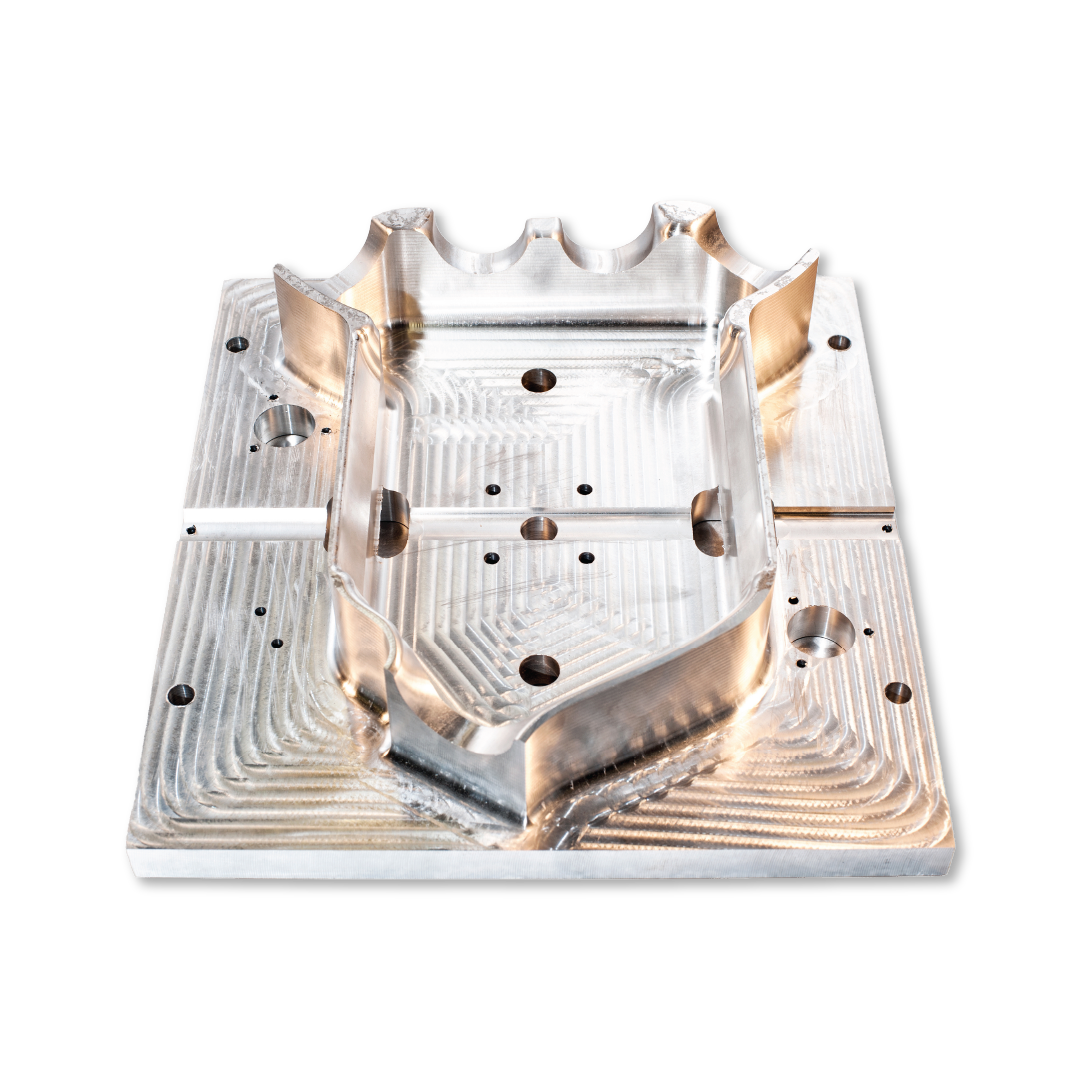
“As Machined” refers to the condition of a part’s surface immediately after CNC machining. Pre any additional finishing treatments such as bead blasting, polishing, or anodizing. The component will display visible tool marks and texture.
| Surface Finish | Typical Ra Value | Appearance and Features |
|---|---|---|
|
As Machined |
1.6-3.2 μm or 63-125 μin |
Visible tool marks, metallic or matte, and no additional color or gloss. |
|
Polished |
<0.8 μm or <32 μin |
Highly reflective, smooth, and no visible tool marks. |
|
Anodized |
Varies |
Coloring, corrosion-resistant, uniform, may mask the tool marks. |
|
Bead-Blasted |
~3.2-6.3 μm |
Matte, uniform, non-reflective and blends the tool marks. |
