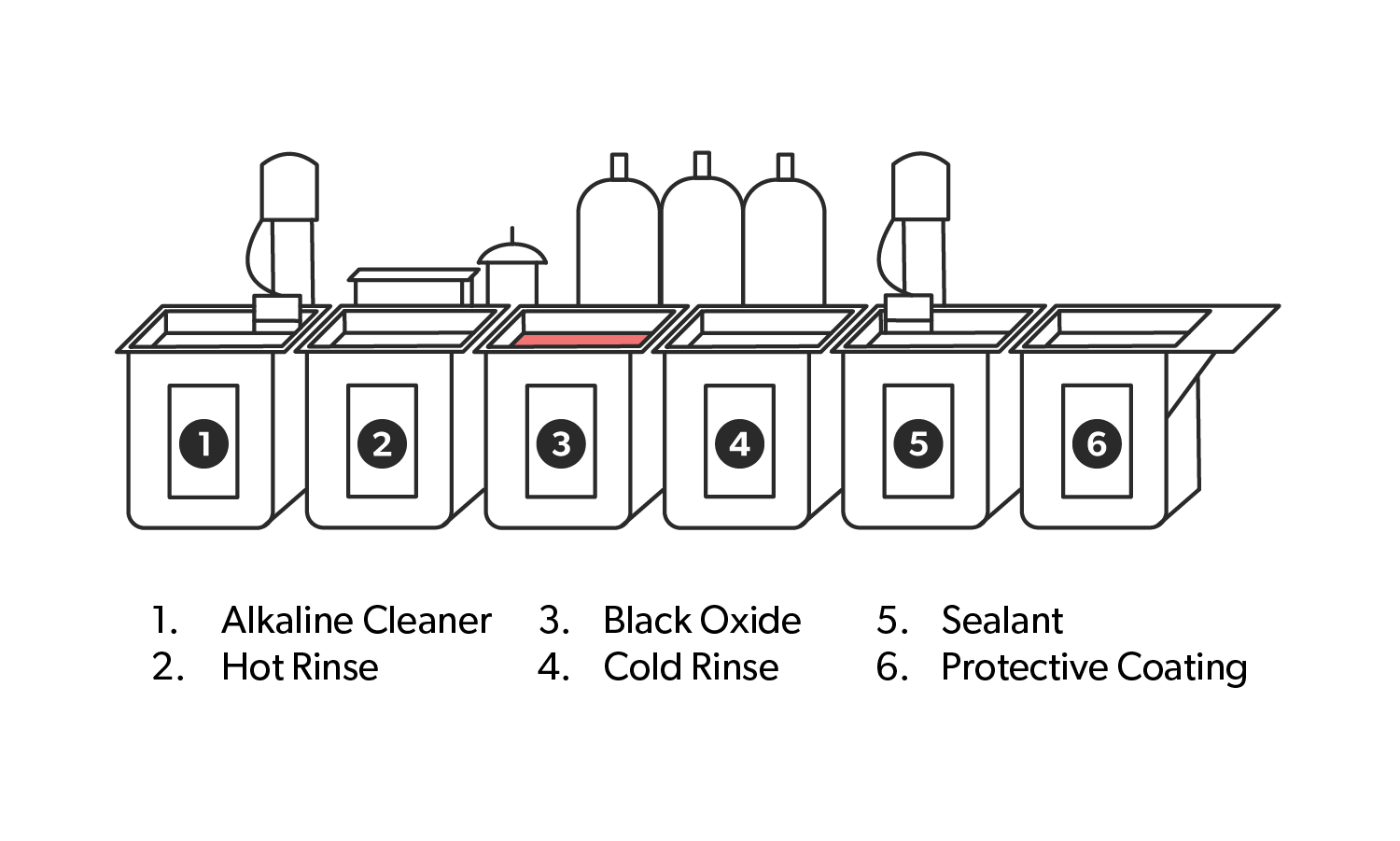
It is a chemical conversion coating typically applied to ferrous metals, such as steel and iron. The metal substrate’s surface gains a thin, strong layer of magnetite (Fe3O4) during the process, which results in a uniform black or blue-black finish. Not only is this finish visually appealing, but it also offers functional benefits—for example, mild corrosion resistance and increased lubricity with minimal dimensional change.

| Coating Type | Thickness Added | Corrosion Resistance | Cost | Dimensional Impact | Color Options | Suitable for Tight Tolerances |
|---|---|---|---|---|---|---|
|
Black Oxide |
1-3 Microns |
Mild-Moderate with Oil |
Low |
Minimal |
Black Only |
Excellent |
|
Anodizing |
5-25 Microns |
High for Aluminum |
Moderate-High |
Moderate |
Many |
Good for Aluminum |
|
Electroplating |
10-25 Microns |
High Depending on Metal |
Moderate-High |
Moderate |
Many |
Moderate |
|
Powder Coating |
50-150 Microns |
High |
Moderate-High |
Significant |
Many |
Poor |
