What is Multi-Jet Fusion (MJF) 3D printing?
Multi-Jet Fusion (MJF) is a 3D printing technology Hewlett-Packard (HP) developed to produce medium-sized, high-resolution rigid, flexible polymer parts. It is a proprietary technology in powder bed fusion processes, similar to selective laser sintering (SLS). MJF is a 3D printing process known for its ability to create intricate, complex geometries and durable components, making it a valuable option for various manufacturing applications.
MJF Materials at Prototek
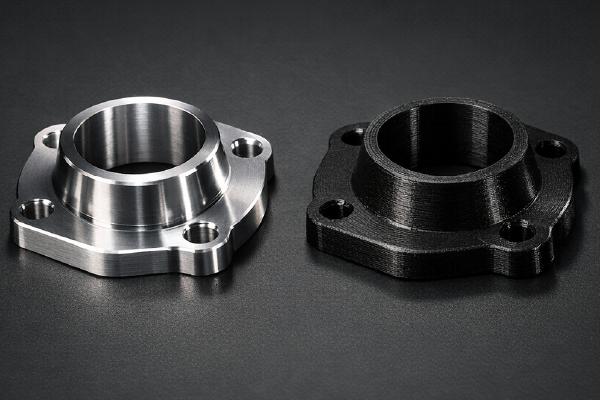
Prototek Digital Manufacturing offers two high-performance materials: HP Nylon 12 and HP Nylon 12 GB. These materials are available for our Multi Jet Fusion (MJF) 3D printing services. They are excellent for various industrial applications because they have outstanding mechanical properties, precise dimensions, and a smooth surface finish. Whether you need prototypes or complete production runs, HP Nylon 12 and HP Nylon 12 GB consistently deliver better results than other options. In summary, these materials provide exceptional strength, durability, and quality to meet your project needs and exceed your expectations!

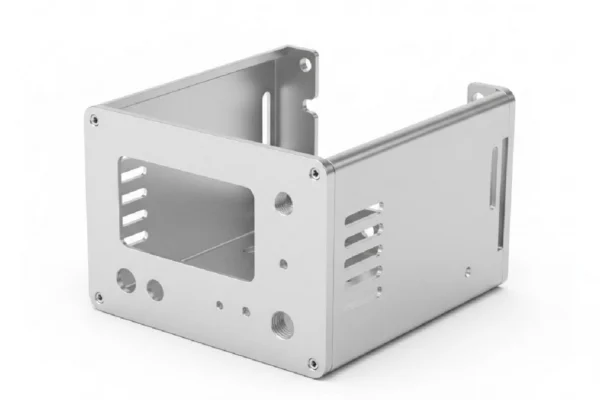
Above is a photo of a cover prototype for an automotive component manufactured with MJF HP PA 12.
What can you expect from parts made with MJF?
MJF, which stands for Multi Jet Fusion, offers a highly effective process for manufacturing prototypes, tools, and functional parts within the 0.39 in – 3.93 in (10 mm – 100 mm) size range, achieving high dimensional accuracy of up to 0.012 in (0.3 mm). Further, the material properties of MJF 3D printed parts exhibit almost isotropic behavior, allowing for consistent and predictable performance across different axes. Additionally, the resulting surface quality is noteworthy, with a roughness measuring at an approximate Ra ~ 5 µm after the bead blasting process. This level of detail is crucial for applications where precision is paramount.
Max Build Area
14.96 x 11.18 x 14.96 in
Dimensional Accuracy
0.012 in
Layer Thickness
0.003 in
Surface Roughness
Ra ~ 5 µm (after bead blasting)

Multi-Jet Fusion 3D printed skeleton hand.
How does MJF work?
After the build cycle, the build unit needs to cool down, which can take over a day. Faster cooling is possible, but it may lower the quality of the parts. Once the unit cools, we can remove the parts and separate them from the leftover powder. We then use bead blasting to remove any remaining powder from the surface of the parts. After that, we clean the parts with pressurized air to remove any leftover blasting material and loose powder. MJF parts with a standard finish tend to have a rougher surface than those made with stereolithography, digital light processing, hybrid photosynthesis, and injection molding.
Several methods can improve the surface quality of MJF 3D-printed parts. One such method is vapor smoothing, which makes surfaces smooth and watertight. AMT’s systems can automate this process.
MJF parts usually have a grey color. Dyeing them during post-processing is common, but bright colors can be hard to achieve because of the grey base. However, darker colors like black are easier to produce in parts. One type of MJF machine can print in full color, but it is not widely available and has a smaller build volume than standard machines.

End-use MJF 3D printed components for a combine harvester.
Post-processing MJF 3D-printed parts
After the build cycle, the build unit needs to cool down, which can take over a day. Faster cooling is possible, but it may lower the quality of the parts. Once the unit cools, we can remove the parts and separate them from the leftover powder. We then use bead blasting to remove any remaining powder from the surface of the parts. After that, we clean the parts with pressurized air to remove any leftover blasting material and loose powder. MJF parts with a standard finish tend to have a rougher surface than those made with stereolithography, digital light processing, hybrid photosynthesis, and injection molding.
Several methods can improve the surface quality of MJF 3D-printed parts. One such method is vapor smoothing, which makes surfaces smooth and watertight. AMT’s systems can automate this process.
MJF parts usually have a grey color. Dyeing them during post-processing is common, but bright colors can be hard to achieve because of the grey base. However, darker colors like black are easier to produce. One type of MJF machine can print in full color, but it is not widely available and has a smaller build volume than standard machines.

A personalized medical brace was manufactured with MJF 3D printing.
FAQs
Multi-Jet Fusion is an advanced 3D printing technology that uses multiple jets to selectively fuse powdered materials, producing complex, high-quality parts with exceptional detail and strength. This technology can produce parts and prototypes.
Here is a step-by-step guide on how MJF builds parts:
1. The build unit moves into position in the 3D printer for accurate alignment.
2. The material recoater moves across the build area, spreading a thin, even layer of powdered material to create a smooth base for printing.
3. The printing and fusing carriage moves across the build area, preheating the powder to a set temperature, ensuring the material has consistent properties, and preparing it for fusing.
4. Next, inkjet nozzles apply the binding agent to the powder bed in specific areas that match the part’s shape and properties.
5. After each layer is complete, the build unit carefully retracts to add the next layer, keeping everything precise.
6. This process continues layer by layer until the entire part is finished and ready for further processing or finishing.
Multi-Jet Fusion is an advanced 3D printing technology that uses multiple jets to selectively fuse powdered materials, producing complex, high-quality parts with exceptional detail and strength.
MJF printing offers high-speed production, excellent part quality, and the ability to create complex geometries, making it an ideal choice for rapid prototyping and low-volume manufacturing.
MJF printing has material limitations, higher costs, and post-processing requirements to achieve desired surface finishes.