
Wire-cutting EDM is not the most common CNC machining process, but it offers advantages that some more conventional machining methods don’t. It is a technical machining process that uses a thin electrically charged wire to cut or erode conductive materials into complex shapes with precision. This versatile manufacturing process is effective for cutting tight tolerances and intricate shapes that are challenging to cut with conventional methods.
In this blog post, we’ll take a look at what wire-cutting EDM is, how it works, the benefits and challenges, and typical applications.
What is wire-cutting EDM, and what is its history?
Wire EDM is a subtractive manufacturing process. Joseph Priestley, an English scholar and teacher, first noted the erosive properties of electricity in the 1770s. Later in the 1940s, Soviet researchers, led by the Lazarenkos, began working on machines capable of cutting difficult materials like tungsten. These were the basis for wire-cutting EDM and micro EDM.
Around the same time, scientists in the United States were developing spark erosion machines to remove broken bolts from aluminum castings. In 1967, the development of the first wire EDM machine, converted from a punch-card-driven mill, occurred in the Soviet Union. In the 1980s, a functional machining rate of 64 mm/2 min became a viable option for machining challenging materials.
Today, these machines are precise, eroding a workpiece submerged in deionized water with an electrically charged wire. The wire can start cutting the material from the outside, or the wire can be fed through a predrilled hole and cut shapes from the inside.
How does wire-cutting EDM work?
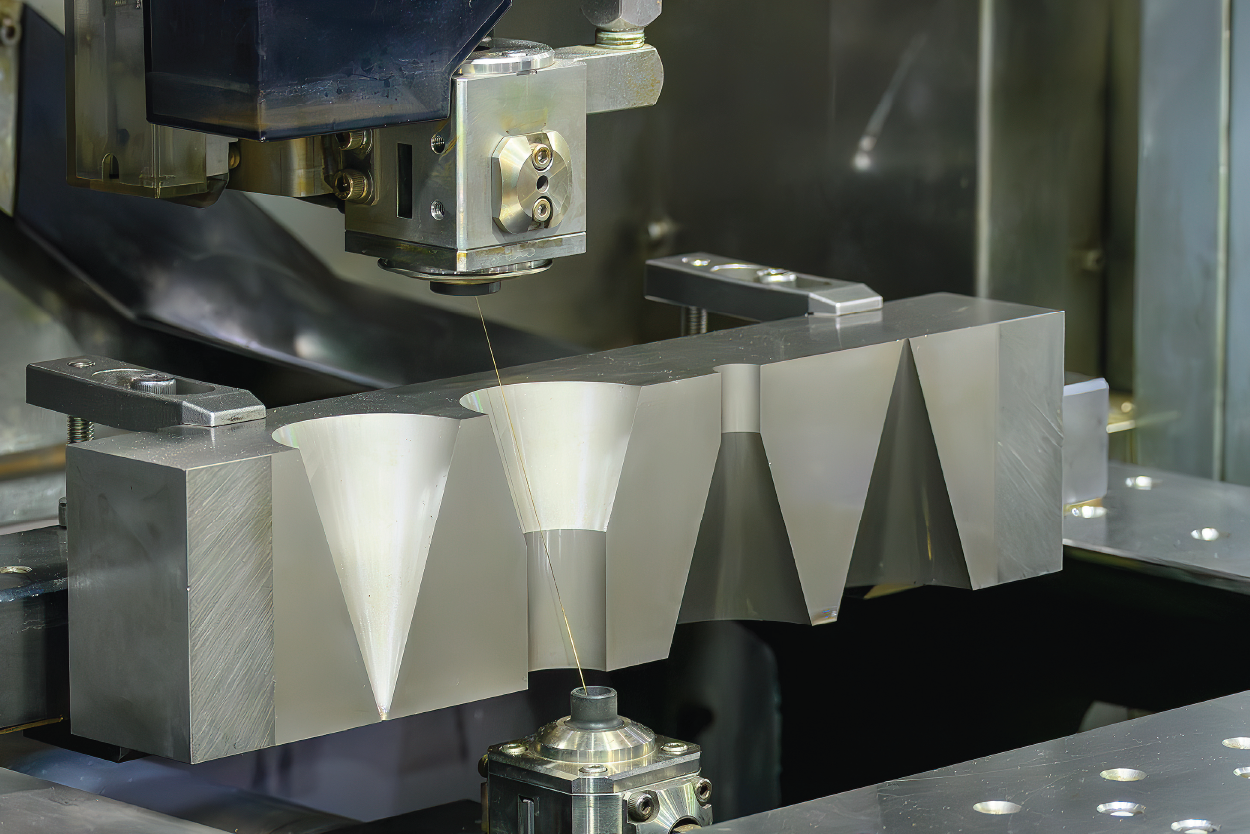
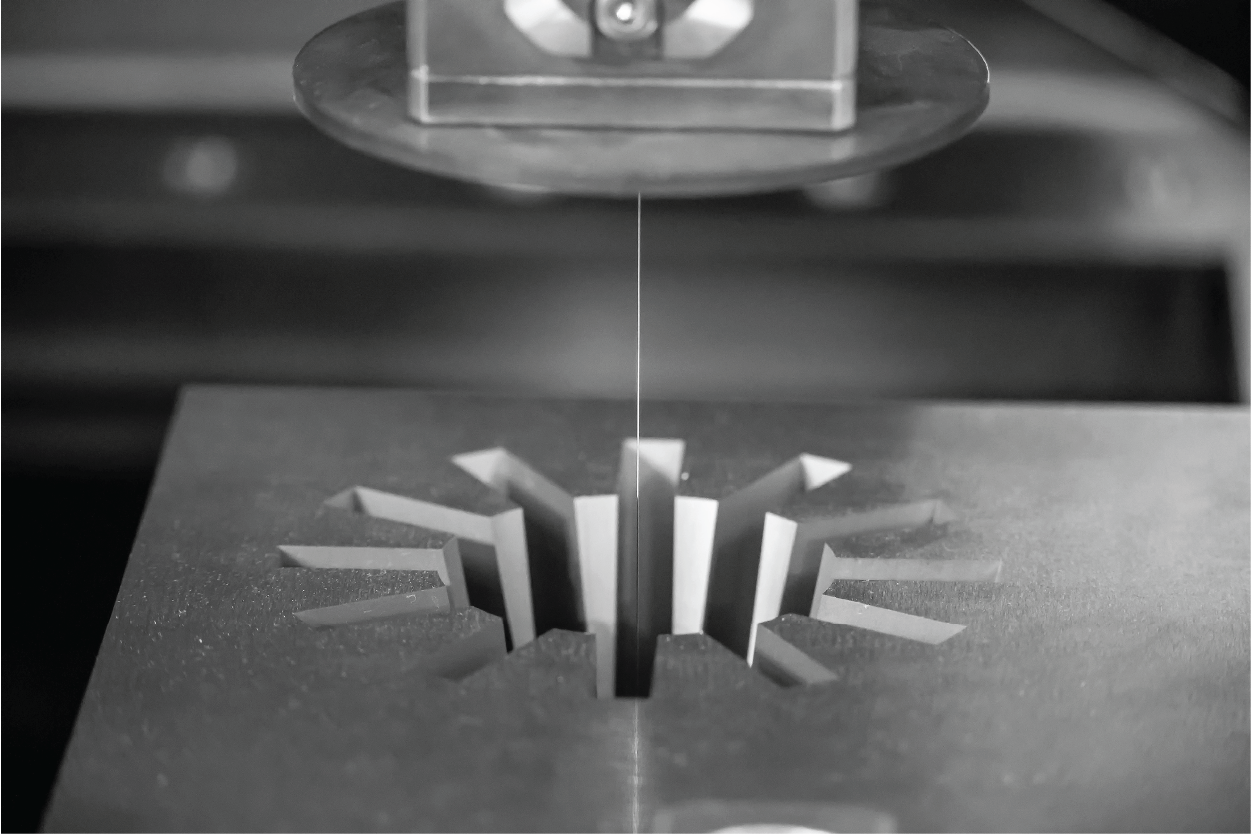
Wire-cutting EDM works by sending an electric discharge that runs down a wire, typically copper or brass, and sometimes zinc-coated, through a tank filled with dielectric fluid. This dielectric fluid is commonly deionized water that acts as a semiconductor, coolant, and a means to flush away eroded materials. The electric discharge jumps from the wire through the dielectric fluid to the material, eroding it from the workpiece. The wire moves and guides the cut. This process is ideal for specific projects because it eliminates direct contact between the wire and workpiece, resulting in no heat-affected zones, distortion, and a smooth surface finish.
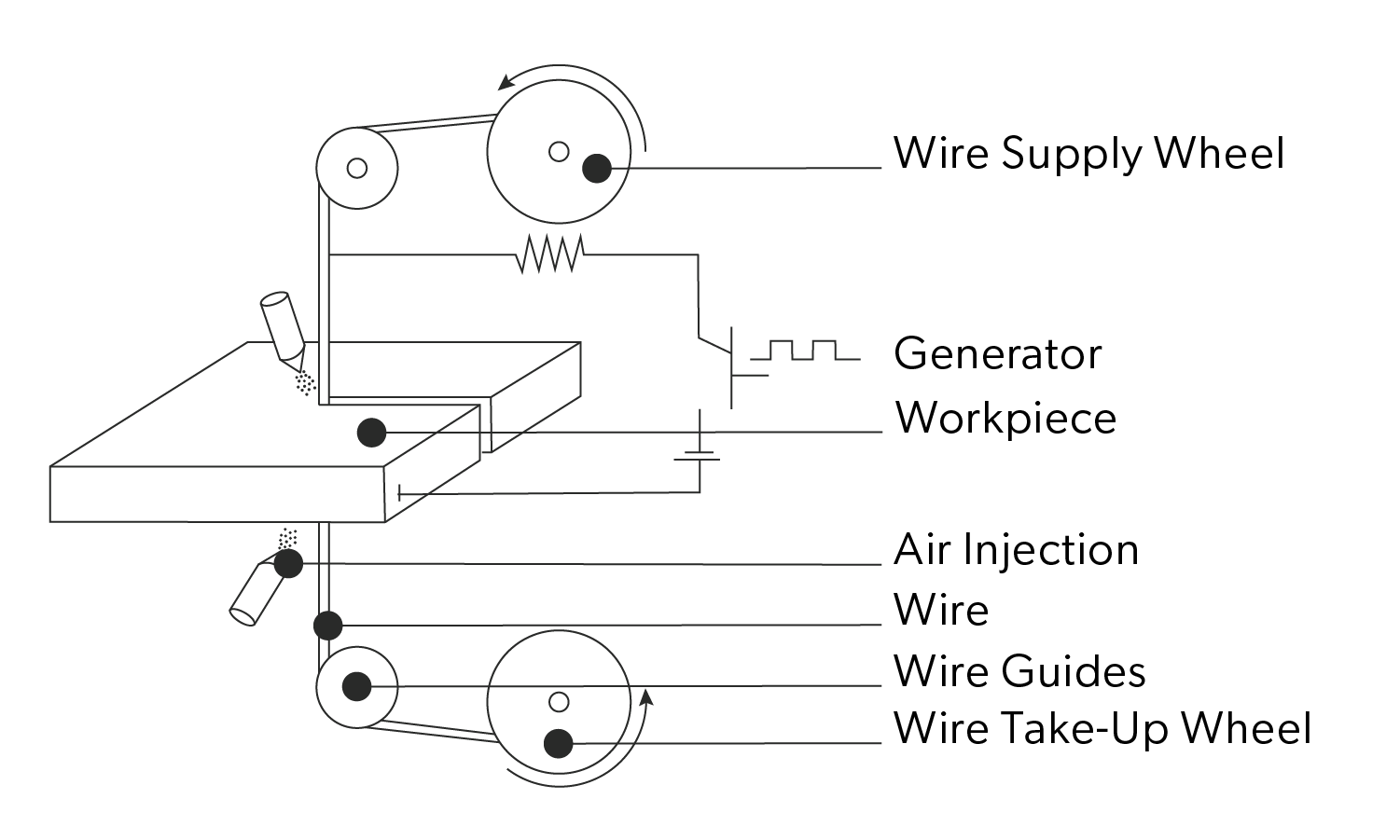
Components of a Wire EDM.
- CNC Control: High precision stepper motors and programming instructions.
- Running System: Controls the tension and speed of the electrode on the wire.
- Power Supply: Delivers pulses ranging from 100V to 300V and controls the frequency and intensity of the charges.
- Dielectric Fluid: The tank is filled with dielectric fluid during the process, serving as a semiconductor, coolant, and material flusher.
- Filter: A pump rotates the dielectric solution through a filter, removing impurities.
- Electrode: The wire acts as the cathode, and the workpiece acts as the anode.
- Wire: The electrode for creating the electric discharge, typically copper or brass.
- Work Table: Secures the workpiece. High-speed machines feature x and y-axis slides.
- Workpiece: The substrate from which the wire will cut the part.
What materials does wire EDM cut?
This technology is an outstanding choice for many projects; however, it is limited to certain materials. There are a few materials that are not suitable for wire-cutting EDM, including non-conductive ceramics, plastics, glass, and wood.
Wire EDM can cut the following materials due to their conductivity (the more conductive the material, the faster the material can be cut, hardness, and thermal properties.
Tool Steels
Types of tool steels such as D2, A2, H13, and M2 are suitable for this manufacturing method due to their hardness, wear resistance, and conductivity. Typical end-use applications for tool steels cut with wire EDM are dies, punches, and molds.
Stainless Steels
Stainless steel types such as 304, 316, 420, and 440C are suitable for wire EDM due to their excellent corrosion resistance and conductivity. End-use applications for stainless steel alloys cut with this process are surgical instruments, aerospace components, and other precision parts.
Carbides (Cemented Carbides)
Tungsten carbide particles containing cobalt binders are a good material option for this manufacturing process. These materials are tough and wear-resistant, with excellent conductivity due to the presence of a cobalt binder. Routine applications for materials cut with this technology are cutting tools, wear parts, and dies.
Alloy Steels
Steels with high Carbon and Chromium, such as Grade D3 HCHCr steel, are good choices for wire EDM. Many of these grades and alloys exhibit high conductivity, machinability, wear resistance, dimensional stability, compressive strength, and deep hardening properties, which are desirable properties for this manufacturing technology. Suitable applications for alloy steels cut by wire EDM are gears, shafts, and other automotive components.
Aluminum and Aluminum Alloys
All aluminum and aluminum alloys are suitable for wire-cutting EDM because they have good electrical conductivity, are lightweight, have a lower melting point, and are easy to machine. Typical applications are aerospace components, molds, and prototypes.
Copper and Copper Alloys (Brass and Bronze)
Copper, along with copper alloys such as bronze and brass, is a conductive, corrosion-resistant, machinable material that is also resistant to cracking and porosity, making it suitable for wire EDM. Additives such as tellurium, chromium, or Molybdenum, as well as oxygen-free copper alloys, possess additional properties that make them an appropriate option for wire-cutting EDM. Applications like electrical contacts, connectors, and electrodes are typical of this cutting method.
Titanium and Titanium Alloys
These materials, specifically Ti-6Al-4V (Grade 5), are suitable for wire EDM. Their conductivity, high strength-to-weight ratio, and corrosion resistance make them so. Standard applications for this material, cut with wire EDM, include aerospace components, medical implants, and racing car parts.
Superalloys or Nickel-Based Alloys
These alloys, including Inconel, Hastelloy, and Monel, are an excellent choice due to their high heat resistance, stability, corrosion resistance, and conductivity. Suitable applications for these alloys, which can be cut with wire-cutting EDM, include gas turbine components and chemical processing equipment.
Graphite
Graphite is suitable for wire EDM because it is conductive, easy to machine, and stable at high temperatures. Typical applications for graphite cut with this manufacturing technology include electrodes and specialized fixtures.
Exotic and Precious Metals
These metals include Molybdenum, tungsten, platinum, gold, and silver, all of which are conductive. Suitable applications are medical devices, electronics, jewelry, and scientific instruments.
Benefits of wire-cutting EDM
High Precision and Accuracy
Wire-cutting EDM can achieve very tight tolerances, making it an outstanding option for applications that require fine details and precise dimensions.
Complex Shapes and Features
From intricate shapes to sharp corners and narrow slots, wire EDM is superior to traditional machining methods, which would struggle to create these features.
Minimal Material Stress
Since the wire doesn’t make contact with the workpiece, there is minimal deformation and stress on the material. It is particularly suitable for heat-sensitive materials, where high precision is required.
Material Selection
Although material selection may be more limited than other conventional manufacturing processes, it can cut difficult materials that can’t be easily cut with traditional technologies. Wire EDM has an advantage when working with rigid and conductive materials.
Reduced Post-Processing
The wire produces smooth, clean cuts that can eliminate post-processing and finishing needed by other manufacturing methods, saving both time and resources. It also minimizes the amount of burrs, a common issue with various processes.
No Tool Wear
The wire is continuously fed through, eliminating tool wear and reducing costs while increasing the machine’s lifespan.
Challenges for wire-cutting EDM
Material Limitations
Since wire EDM uses electricity as the driving force for cutting material, the materials must be conductive. The conductivity properties of the materials are unique to that material, so the cut speeds and surface finishes will vary depending on that conductivity level.
Wire Breakage
Extreme currents, improper tensions, or insufficient flushing can break the wire. If this disruption occurs, it leads to process interruptions and part accuracy issues.
Slower Process
Compared to orthodox manufacturing processes, wire EDM is slower.
FAQs
Wire-cutting EDM is widely used in the aerospace, automotive, and medical industries.


