

TIG (Tungsten Inert Gas) welding is formally known as Gas Tungsten Arc Welding (GTAW). In this process, a non-consumable tungsten electrode delivers an electric arc that melts the metal base. An optional filler rod can add metal to the weld joint, ensuring a proper fill, strengthening the weld, and creating a strong, reliable bond between two base metals. An inert shielding gas, such as Argon, protects the tungsten electrode and molten weld pool from atmospheric contamination. TIG welding is a precise and controlled method, resulting in clean, visually pleasing welds. It is a standard welding process in fabrication, manufacturing, and metalworking.
This post will explore TIG welding, including its definition, operation, and the advantages and disadvantages of this process. Prototek offers a range of welding techniques to help our customers’ projects meet their optimal requirements. Whether you are getting into welding or need to find the perfect welds for your project, we hope this post helps!
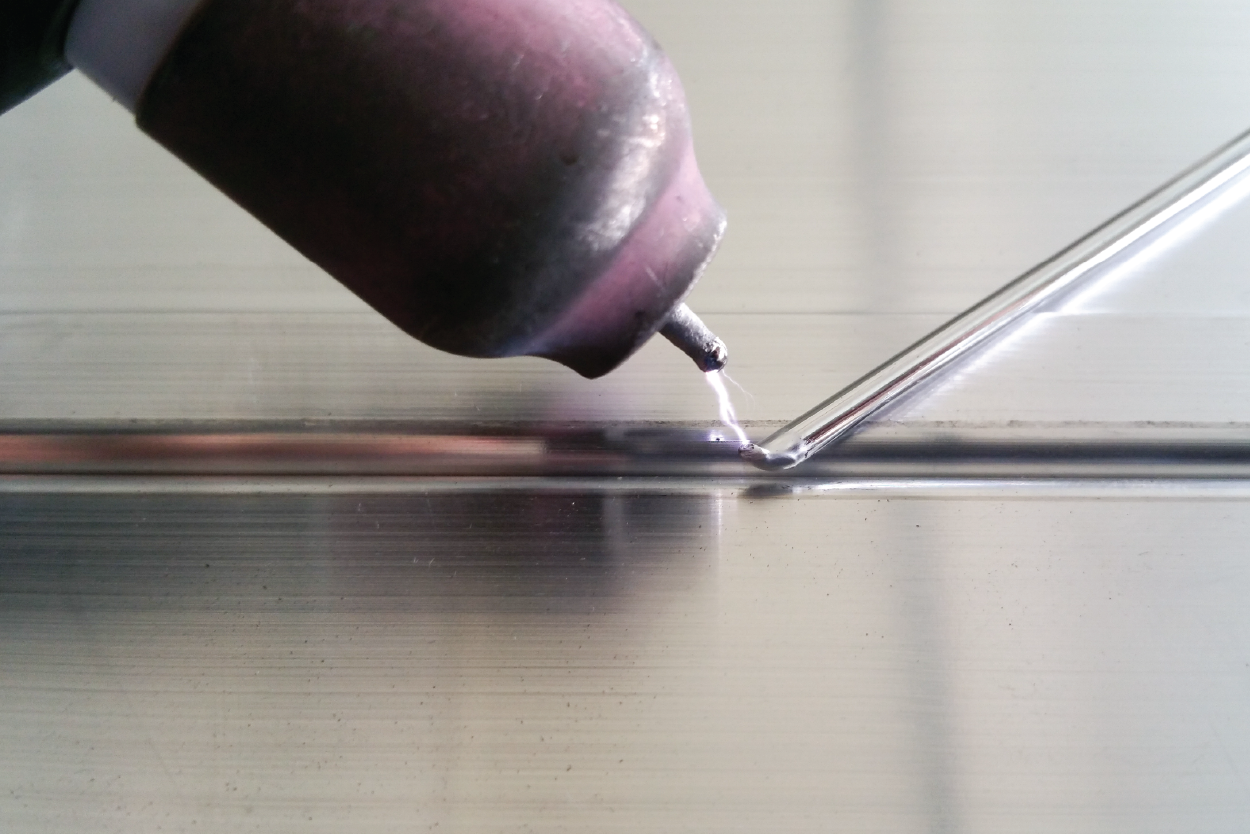
How TIG Welding Works
- Non-Consumable Tungsten Electrode: The tungsten electrode generates the arc without melting, allowing for precise control and minimal contamination.
- Electric Arc: An arc forms between the tungsten and the workpiece. It can reach temperatures over 6,000°F, melting the component’s metal and an optional filler rod.
- Inert Shielding Gas: Argon or helium flows around the arc. Creating a shield around the weld pool to prevent air from entering and prevent oxidation or contamination.
- Manual Control: Depending on the setup, using both hands and a foot pedal may be necessary for optimal control. One hand controls the welding torch, while the other controls the optional filler rod. The foot pedal controls the amperage, allowing for fine-tuned heat input and weld quality.
TIG Welding Equipment & Technical Process
Essential Equipment
| Component | Description and Function |
|---|---|
|
TIG Welding Power Source |
AC/DC output, precise arc control, and pulsed TIG capability. |
|
TIG Torch |
Air or water cooled and holds the tungsten electrode. |
|
Tungsten Electrode |
Non-consumable and available in various types.
|
|
Shielding Gas Supply |
|
|
Filler Rods |
Added manually as needed for joint reinforcement. |
|
PPE |
Helmet, gloves, fire-resistant clothing, etc. |
Tungsten Electrode Types
| Type | Color Code | Best For |
|---|---|---|
|
Pure |
Green |
AC welding (aluminum). |
|
2% Thoriated |
Red |
DC welding (steel and stainless steel) |
|
2% Ceriated |
Grey |
AC/DC, low amperage, and precision. |
|
2% Lanthanated |
Blue |
AC/DC, versatile, and stable arc. |
|
Rare Earth |
Purple |
Multi-purpose and inverter machines. |
Step-by-Step TIG Welding Process
- Preparation: The base and filler metals need to be clean to ensure strong welds. Also, select and prepare a tungsten electrode.
- Setup: Install the electrode to the welding machine, set the power source—for example, AC for aluminum and DC for steel. Adjust shielding gas flow (10–20 CFH).
- Torch Handling: Hold the torch at a 10–15° angle and maintain 1/8″ arc length.
- Welding: Start arc, form weld pool, add filler rod as needed, control travel speed, and arc length.
- Post-Weld: Allow the shielding gas to flow, inspect, and clean the weld.
TIG Welding Applications and Industries
TIG welding is the process of choice in industries where weld quality, strength, and appearance are paramount:
| Industry | Applications |
|---|---|
|
Aerospace |
Aircraft frames, engine parts, and fuel systems. |
|
Automotive |
Exhaust systems, roll cages, chassis, and custom parts. |
|
Medical Devices |
Surgical instruments and implants. |
|
Food and Beverage |
Sanitary stainless steel piping and tanks. |
|
Power Generation |
Nuclear pipes and pressure vessels. |
|
Art and Sculpture |
Intricate and visually appealing metalwork. |
|
Electronics |
Delicate component joints. |
|
Oil and Gas |
Stainless, duplex, and Inconel piping. |
|
Sporting Equipment |
Thin-wall tubing for things like bicycles. |
TIG Welding Advantages and Disadvantages
Advantages
TIG welding offers several advantages, including:
- Aesthetic Appeal: Produces smooth, attractive weld beads, making it excellent for facing welds that require clean precision.
- Exceptional Precision & Control: It offers manual control over the process. For example, the heat input and the addition of heat input. It is ideal for thin, delicate, or critical welds.
- High-Quality, Clean Welds: No slag and minimal spatter, contamination, and distortion.
- Minimal Distortion: Low heat input minimizes warping and reduces the size of heat-affected zones.
- High-Strength: It creates strong welds with corrosion resistance.
- Versatility: Tig welding is ideal for a wide range of metals and alloys, including aluminum, stainless steel, copper, and nickel alloys.
Disadvantage
TIG welding offers a few disadvantages, including:
- High Skill Requirement: One of the most challenging welding methods to master, it requires significant operator training and dexterity because the operator may need to use both hands and a foot to handle tasks that coincide with each other.
- Slower Process: A manual welding process is not ideal for high-volume production. TIG also has a lower deposition rate compared to other welding techniques.
- Higher Equipment Cost: More expensive than MIG or stick welding.
- Sensitive to Contamination: Requires clean workpieces and a controlled environment. Small impurities can cause defects that lead to porosity or cracking.

TIG vs. MIG vs. Stick Welding
| Feature | TIG Welding | MIG Welding | Stick Welding |
|---|---|---|---|
|
Precision |
Highest |
Moderate |
Lower |
|
Weld Quality |
Superior |
Good |
Acceptable |
|
Speed |
Slowest |
Fastest |
Moderate |
|
Technician Skill Level |
Highest |
Moderate |
Lower |
|
Equipment Cost |
Highest |
Moderate |
Lowest |
|
Best For |
Thin and critical welds. |
General fabrication welds. |
Structural and repair welds. |
Safety Considerations and Best Practices
Essential Safety Equipment
- Welding Helmet: With side shields for UV/IR protection.
- Fire-Resistant Clothing: Long-sleeved shirts, gloves, and aprons.
- Respiratory Protection: Especially in poorly ventilated areas.
- Eye & Hearing Protection: Safety glasses and earplugs.
- Steel-Toed Boots: For electrical and impact safety.
Environmental and Procedural Safety
- Weld in a well-ventilated, designated area free from flammables.
- Maintain a fire watch if combustibles are present.
- Regularly inspect and maintain equipment.
- Proper training and adherence to safety standards.
Mistakes to Avoid and Best Practices
Mistakes to Avoid in TIG Welding
| Mistake | Solution |
|---|---|
|
Poor Cleaning and Preparation |
Clean components with dedicated solvents and tools. |
|
Using the wrong electrodes or shielding gas. |
Match the tungsten electrode and gas to the material and current. |
|
Inconsistent arc length. |
Maintain a 1/8 inch arc length and a steady hand. |
|
Poor filler technique. |
Use dipping motion do not lay-wire. |
|
Overheating and porosity. |
Move steadily and control the heat with the foot pedal. |
|
Inadequate PPE |
Always wear full protective gear, do not skimp on this. |
Best Practices for TIG Welding
- Cleanliness is critical: Use separate brushes for each metal.
- Shield from drafts: Prevent air movement from disturbing gas coverage.
- Practice coordination: TIG may require both hands and sometimes a foot pedal.
- Manufacturer’s Calculators: For recommended settings based on material and thickness.
Why choose this method of welding for your project?
TIG welding is an excellent choice for your project due to its precision, controllability, and versatility. It produces focused heat, enabling high-quality welds on materials like stainless steel, aluminum, and exotic alloys. This adaptability enables you to achieve excellent weld quality and appearance with a wide range of materials. Our skilled TIG welders are ready to help you achieve the flawless results you desire.
FAQs
It is a precise and versatile welding process that produces high-quality, clean, and strong welds.
This welding technique can join a wide range of materials, including stainless steel, aluminum, titanium, and nickel-based alloys.
Aerospace, automotive, and shipbuilding use it during the fabrication process of stainless steel and aluminum components.
The primary welding methods include MIG, TIG, Laser Welding, and Arc Welding, each with unique characteristics and applications.
In TIG welding, the shielding gas protects the weld pool and the electrode from atmospheric contamination, ensuring a high-quality, consistent weld.
The most common gas for TIG welding is argon. It is suitable for metals, such as aluminum, stainless steel, and mild steel. Helium is often mixed with argon to increase the heat input for welding thicker materials, such as non-ferrous metals like aluminum and copper. The addition of hydrogen and nitrogen in specialized mixtures is common for specific applications and alloys.
It is the hardened, non-metallic byproduct that forms on the surface of a weld during processes like stick welding and flux-cored arc welding.


